 angličtina
angličtina Français
Français Španielčina
Španielčina

Všetkým našim zákazníkom poskytujeme riešenia na mieru a ponúkame kompletné technické poradenstvo, ktoré môže vaša spoločnosť využiť.
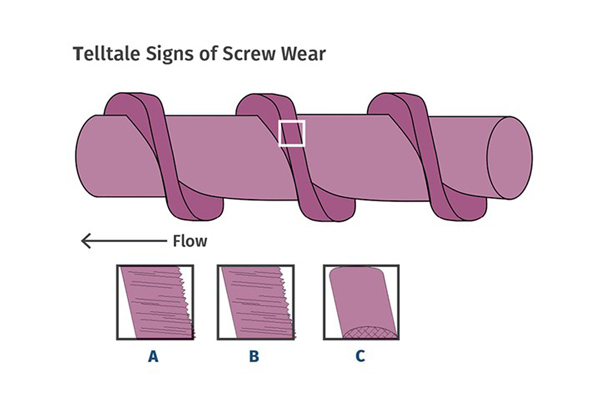
Existujú tri hlavné dôvody opotrebovania závitovky extrudéra.
Prvým je efekt nevyváženosti v oblasti vysokého tlaku v skrutke, čo je spôsobené hlavne konštrukciou skrutky. Druhé, sudovité zarovnanie, je zvyčajne najviac rušivé. Treťou príčinou opotrebovania skrutky je použitie abrazívnych plnív. Príčinu možno často určiť preskúmaním vzoru opotrebovania škrabky (pozri obrázok).
Z prvého dôvodu by mala byť skrutka navrhnutá tak, aby sa tavenina začala formovať pred začatím kompresie. Vo zvyšku skrutky by malo byť dostatok taveniny, aby sa zabránilo úplnému zablokovaniu pevných látok. Ak je dizajn príliš agresívny (t.j. stlačiteľnosť je príliš vysoká), tavenina bude nútená tiecť po prúde (alebo dokonca proti prúdu), takže malá časť kanála je úplne vyplnená pevnými látkami. V tomto prípade sa tlak môže na chvíľu zvýšiť na extrémnu úroveň, keď sa skrutka snaží tlačiť pevné látky smerom k klesajúcej oblasti. Pozoroval som prechodné tlaky nad 10 000 psi, pretože skrutka je dočasne upchatá pevnými látkami.
K zablokovaniu dochádza len okamžite, počas ktorého lokálne extrémne šmykové napätie na zátku dočasne uvoľní zátku vytvorením nejakej taveniny. Tieto zátky môžu byť vytvorené náhodne a nepretržite po celej stlačenej dĺžke. Pretože šírka kanála je osem až deväťkrát väčšia ako šírka vlákna, tlak bezprostredného dopredného a následného letu sa môže priblížiť k štvornásobku až 4,5-násobku tlaku kanála. S oveľa nižším tlakom na opačnú stranu skrutky je skrutka zatlačená do valca oproti tomuto miestu veľkou silou. Kompresné a rotačné sily skrutky spolupracujú na opotrebovaní tvrdého povrchu až po obloženie hlavne, čím sa tvrdý povrch jednoducho „vytrhne“ z letu.
